Ligne de torréfaction industrielle : comment concevoir une usine pour le café, automatisée et maîtrisée
Dans l’industrie du café, la performance d’une usine de torréfaction ne se limite pas au choix d’un torréfacteur.
Elle repose sur une vision complète du process : réception du café vert, nettoyage, stockage, pesage, torréfaction, épierrage, mélange, mouture, dégazage, alimentation du conditionnement, automatisation et supervision.
À mesure que les industriels du café développent leurs capacités de production, la ligne devient un levier stratégique. Elle doit permettre de produire avec régularité, d’adapter les recettes, de sécuriser les flux matière et de suivre les paramètres critiques du process.
En 2023, Global Coffee Report a consacré un article à la collaboration entre Brambati et Luckin Coffee autour d’un projet café industriel. L’article mentionne la fourniture d’une installation complète de production de café torréfié, incluant des machines de torréfaction et l’ingénierie d’une ligne complète. (Global Coffee Report)
Au-delà de cette collaboration remarquée dans l’industrie du café, le sujet met en évidence une réalité plus large : pour maîtriser une usine café, il faut penser la ligne dans son ensemble.
Pourquoi les industriels du café repensent leurs lignes de production
Une ligne café industrielle doit répondre à plusieurs enjeux simultanés.
1
Le premier enjeu est la régularité. D’un lot à l’autre, l’industriel doit obtenir un résultat maîtrisé, malgré les variations naturelles du café : origine, humidité, densité, couleur ou comportement à la torréfaction.
2
Le deuxième enjeu est la flexibilité. Les formats évoluent : café en grains, café moulu, capsules, mélanges, recettes spécifiques, productions courtes ou volumes plus importants. La ligne doit donc permettre d’adapter les paramètres sans perdre en précision.
3
Le troisième enjeu est l’intégration. Une usine performante ne repose pas uniquement sur une machine isolée. Elle dépend de la cohérence entre toutes les étapes : réception, nettoyage, stockage, pesage, torréfaction, épierrage, mélange, mouture, dégazage et conditionnement.
4
Enfin, le quatrième enjeu est l’exploitation des données. Les industriels ont besoin de suivre leurs courbes, comparer les productions, analyser les alarmes, documenter les paramètres et piloter les indicateurs clés du process.
Une ligne complète café : de la réception du café vert au conditionnement
Une installation complète pour la transformation du café peut intégrer de nombreuses étapes.
Elle commence par la trémie de chargement et le groupe de nettoyage du café vert. Le café peut ensuite être transféré par transport pneumatique vers les silos ou vers le torréfacteur.
Les silos de stockage permettent d’organiser les flux de café vert avant les étapes de pesage et de torréfaction. Après torréfaction, la ligne peut intégrer l’épierrage, le pesage pour rendement café, le stockage du café torréfié, puis le pesage et le mélange.
Selon le produit final recherché, le café peut être dirigé vers le conditionnement en grains ou vers une étape de mouture. Pour le café moulu, la ligne peut également intégrer des transports de chargement, des silos de dégazage et des réservoirs avant conditionnement.
L’armoire électrique de commande et l’automation de gestion permettent de relier les différentes étapes du process et de piloter l’installation dans une logique industrielle cohérente.
L’objectif d’une ligne complète est simple : créer une continuité entre les équipements, sécuriser les flux et donner aux équipes de production une meilleure maîtrise du process.
La torréfaction : maîtriser les variables critiques du process

La torréfaction est l’une des étapes les plus sensibles de la transformation du café.
Le process repose sur un échange thermique entre l’air chaud, le tambour et le café. La chaleur est transmise par convection, avec l’air chaud en contact direct avec le café, et par conduction, via le contact entre le café et le métal du tambour.
Pour maîtriser une courbe de torréfaction, plusieurs variables doivent être pilotées avec précision :
- La modulation de la puissance thermique du brûleur.
- La variation automatique des volumes d’air circulant.
- Les temps de mise en œuvre des différentes phases.
- La régulation des admissions d’air ambiant.
- Les températures mesurées pendant le process.
- Les paramètres associés à chaque recette.
Dans une logique industrielle, la valeur ne vient donc pas seulement de la machine elle-même. Elle vient de la capacité à répéter un profil, à comparer les résultats et à adapter les paramètres selon le café travaillé et le résultat recherché.
Automatisation et supervision : vers une production plus répétable
L’automatisation joue un rôle central dans les usines café modernes.
Un système de supervision permet de gérer les phases programmées, de mémoriser les recettes, de suivre les paramètres et de rappeler automatiquement les réglages adaptés au type de café ou au profil recherché.
Selon les configurations, la supervision peut permettre de superposer des courbes de torréfaction, comparer les batchs, afficher les valeurs process, suivre les alarmes et produire des rapports liés aux courbes, à l’utilisation des produits verts, aux indicateurs clés de performance, à la maintenance ou à la consommation.
Pour l’industriel, cette approche répond à plusieurs objectifs :
- Réduire la dépendance aux réglages manuels.
- Améliorer la répétabilité des productions.
- Faciliter l’analyse des écarts.
- Documenter les paramètres process.
- Accompagner les opérateurs dans le pilotage quotidien.
- Renforcer la traçabilité des opérations.
La supervision devient ainsi un outil de maîtrise industrielle, mais aussi un support d’amélioration continue.
Mouture industrielle : précision granulométrique et stabilité du produit fini

La mouture est une étape déterminante pour le café moulu, les capsules et certains formats de conditionnement.
La granulométrie influence le comportement du café lors de l’extraction, la densité du café moulu, la régularité du conditionnement et la stabilité du résultat final.
Les moulins industriels peuvent être intégrés dans une ligne café complète afin d’assurer la cohérence entre la torréfaction, les recettes, le type de conditionnement et les exigences qualité du produit final.
Dans une logique industrielle, la mouture ne doit donc pas être considérée comme une étape isolée. Elle doit être pensée comme un maillon du process global, en lien avec la supervision, les paramètres de production et les objectifs du produit fini.
Données process, KPI et maintenance : mieux piloter l’usine café

Une usine café automatisée doit produire, mais aussi mesurer.
La donnée process permet de comprendre ce qui se passe réellement sur la ligne : températures, états des vannes, courbes, alarmes, interventions opérateur, utilisation des produits verts, indicateurs de production, maintenance ou consommation.
Cette approche permet de passer d’un pilotage uniquement basé sur l’expérience opérateur à une logique plus structurée, où les données soutiennent les décisions.
Les informations disponibles peuvent aider à :
- Comparer les batchs entre eux.
- Identifier une dérive de process.
- Analyser les alarmes.
- Suivre les paramètres critiques.
- Préparer les actions de maintenance.
- Documenter les productions.
- Accompagner la montée en compétence des équipes.
Dans les projets industriels, cette capacité à relier machine, supervision et données devient un critère important de conception.
Traitement des émissions et contraintes environnementales
La torréfaction génère des contraintes spécifiques liées aux fumées, aux odeurs, aux poussières et aux composés issus du process. Selon les configurations, une installation peut intégrer des systèmes de traitement adaptés aux besoins du site et aux exigences réglementaires applicables.
Ces technologies doivent être étudiées en fonction de l’application, du site, des contraintes locales, du volume traité et des objectifs environnementaux du projet.
Pour un industriel, l’enjeu est d’intégrer ces sujets dès la conception de la ligne, plutôt que de les traiter comme une contrainte secondaire.
Une collaboration remarquée dans l’industrie du café
Global Coffee Report a publié un article consacré à la collaboration entre Brambati et Luckin Coffee autour d’un projet café industriel.
Brambati. a été mandatée pour fournir à Luckin Coffee une série de machines de torréfaction ainsi que l’ingénierie d’une installation complète.
Cette prise de parole sectorielle met en lumière des sujets qui concernent de nombreux industriels du café : automatisation, intégration de ligne, maîtrise des profils de torréfaction, supervision, gestion des flux et prise en compte des contraintes environnementales.
Pour Brambati, l’intérêt de ce type de sujet n’est pas seulement de citer un projet international. Il permet surtout d’expliquer les enjeux concrets auxquels sont confrontés les industriels lorsqu’ils conçoivent, agrandissent ou modernisent une usine café.
Une ligne café performante doit être pensée comme un ensemble cohérent, depuis la matière première jusqu’au produit prêt à conditionner.
Les chiffres d’un projet café industriel à grande échelle
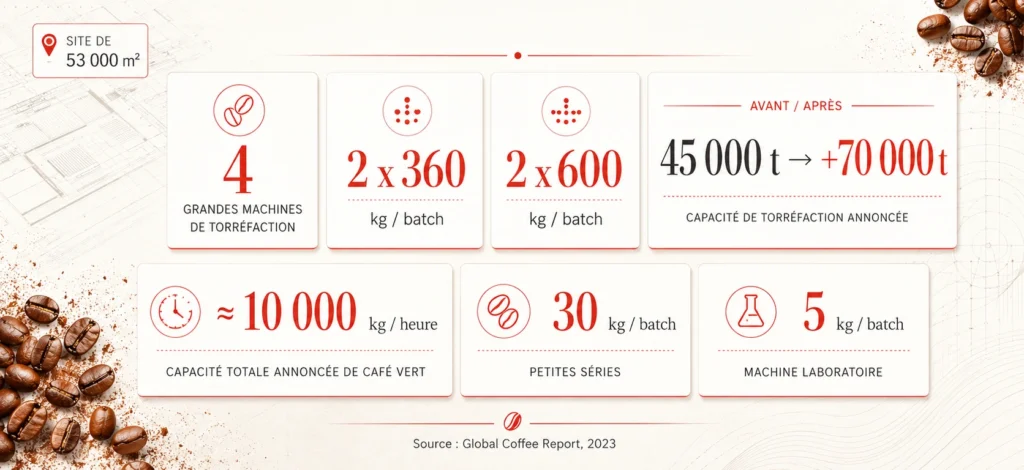
Les données publiées par Global Coffee Report permettent de mesurer l’ampleur du projet Brambati / Luckin Coffee : une usine de 53 000 m², pensée pour accompagner une montée en capacité annoncée de 45 000 tonnes à plus de 70 000 tonnes de café torréfié par an.
À cette échelle, la question n’est plus seulement : “combien peut produire une machine ?”
La vraie question devient : comment faire fonctionner l’ensemble de la ligne comme un système continu, cohérent et pilotable ?
Car une telle capacité suppose bien plus qu’un équipement performant. Elle implique une organisation complète du process : réception du café vert, nettoyage, dosage, torréfaction, épierrage, filtration, traitement des fumées, automatisation, supervision et transfert vers le conditionnement.
Le cœur du dispositif repose sur quatre grandes machines de torréfaction : deux unités de 360 kg par batch et deux unités de 600 kg par batch. Ensemble, elles représentent une capacité proche de 10 000 kg de café vert par heure.
Ce niveau de débit change complètement l’approche industrielle. Chaque étape doit être synchronisée. L’alimentation doit suivre. Le pesage doit être précis. Les recettes doivent être maîtrisées. Le refroidissement, l’évacuation, la sécurité process et le traitement des flux doivent être pensés dès la conception.
Dans ce type de projet, la performance ne vient pas uniquement de la puissance installée. Elle vient de la capacité à faire dialoguer toutes les étapes de la ligne.
Autre point important : le projet ne se limite pas aux grands volumes. Il intègre aussi une machine de 30 kg par batch pour les petites séries, ainsi qu’une machine de 5 kg par batch en laboratoire pour tester les mélanges et les recettes avant leur passage à plus grande échelle.
C’est précisément ce qui rend l’approche intéressante : la ligne doit permettre de produire beaucoup, mais aussi de tester, ajuster, qualifier et transférer les recettes avec méthode. Le volume n’exclut pas la flexibilité. Il la rend même indispensable.
Ces chiffres racontent donc trois choses essentielles :
- Une montée en capacité importante, de 45 000 tonnes à plus de 70 000 tonnes par an.
- Une architecture combinant production haut débit, petites séries et laboratoire.
- Une logique de ligne complète, où la performance dépend autant de l’intégration que des machines elles-mêmes.
Pour un industriel du café, c’est l’enjeu central : produire plus, mais surtout produire de manière maîtrisée, répétable et pilotable.
La checklist pour concevoir une ligne café industrielle
1. Définir les produits à traiter
La première étape consiste à préciser le périmètre produit : café vert, café torréfié, café en grains, café moulu, capsules ou plusieurs formats sur une même installation.
Ce point conditionne toute l’architecture de ligne : stockage, pesage, torréfaction, mouture, dégazage, alimentation conditionnement et niveau de flexibilité attendu.
2. Clarifier les objectifs de production
Une ligne industrielle doit être pensée pour les besoins actuels, mais aussi pour les évolutions possibles.
Il faut donc identifier les volumes visés, les cadences attendues, le nombre de recettes, les formats de production et les perspectives de montée en capacité. Cette étape permet d’éviter une ligne sous-dimensionnée ou, au contraire, trop complexe par rapport au besoin réel.
3. Cartographier les flux matière
Le café ne doit pas seulement être transformé : il doit circuler correctement.
Réception du café vert, nettoyage, transfert, stockage, pesage, torréfaction, épierrage, mélange, mouture, dégazage et alimentation du conditionnement doivent être pensés comme un ensemble continu. Une rupture ou un point faible dans le flux peut limiter la performance globale de la ligne.
4. Définir le niveau d’automatisation attendu
Chaque projet doit préciser le degré d’automatisation souhaité : pilotage manuel assisté, automatisation partielle, supervision centralisée, gestion des recettes, suivi des alarmes, enregistrement des paramètres ou connexion aux systèmes existants.
L’objectif est de trouver le bon équilibre entre maîtrise opérateur, répétabilité, traçabilité et simplicité d’exploitation.
5. Identifier les paramètres qualité à suivre
La qualité ne se pilote pas uniquement en fin de ligne.
Les paramètres critiques doivent être définis dès la conception : courbes de torréfaction, températures, temps de cycle, profils recettes, granulométrie, densité du café moulu, stabilité des lots, données de production et indicateurs process.
Cette étape permet de relier les exigences produit aux choix techniques.
6. Anticiper l’intégration avec le conditionnement
Une ligne café performante doit être cohérente avec l’aval.
Le conditionnement en grains, moulu ou capsules n’implique pas les mêmes contraintes de transfert, de stockage intermédiaire, de dégazage ou d’alimentation. L’intégration avec une ligne existante ou une nouvelle installation doit être clarifiée très tôt.
7. Prévoir les données utiles aux équipes
Les données process doivent être pensées pour ceux qui les utilisent : opérateurs, maintenance, qualité, production, direction industrielle.
Comparer les batchs, détecter une dérive, analyser une alarme, préparer une intervention ou documenter une production n’exige pas les mêmes informations. Une bonne supervision doit donc transformer la donnée en outil de décision, pas en simple affichage.
8. Intégrer les contraintes du site
Chaque usine impose ses propres limites : espace disponible, hauteur sous plafond, circulation des flux, accès maintenance, contraintes énergétiques, ventilation, sécurité, traitement des fumées, environnement réglementaire.
Ces contraintes doivent être intégrées dès le départ pour concevoir une ligne réaliste, exploitable et durable.
9. Penser maintenance et évolutivité
Une ligne industrielle doit rester performante dans le temps.
L’accès aux équipements, la surveillance des composants critiques, la disponibilité des informations process, la facilité de nettoyage et la possibilité d’évolution sont des critères importants. Une ligne bien conçue doit accompagner la production quotidienne, mais aussi les besoins futurs.
10. Valider l’architecture globale
La dernière étape consiste à relier tous les éléments : produits, volumes, recettes, flux, machines, automatisation, supervision, maintenance, environnement et conditionnement.
C’est cette cohérence d’ensemble qui permet de passer d’une addition d’équipements à une véritable ligne café industrielle, conçue pour produire de manière maîtrisée, répétable et pilotable.
Nous vous accompagnons
Pour les industriels du café, l’enjeu est de construire une ligne capable de produire avec régularité, de s’adapter aux recettes, de sécuriser les flux et de fournir les données nécessaires au pilotage de la production.
Les Ets Prud’homme avec Brambati accompagnent les projets industriels café avec une approche intégrée, combinant équipements de process, automatisation, supervision et personnalisation selon les besoins du site.
Vous avez un projet de torréfaction, de mouture ou de ligne café complète ?
Contactez-nous pour étudier vos contraintes de production et définir une solution adaptée à votre installation.
Retouvez-nous également au Paris Coffee Show 2026 : Voir ici.